029-86699609
029-86699609
| 牌號(hào) | 抗拉強(qiáng)度Rm(Mpa) | 屈服強(qiáng)度Rp0.2(Mpa) | 延伸率A(%) | 布氏硬度HBW |
| QT600-7 | ≥600 | ≥380 | ≥7 | 190-270 |
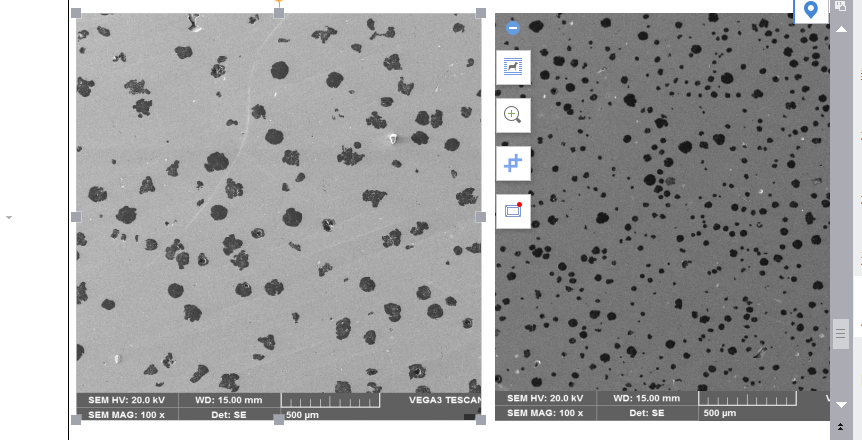
| 球化級(jí)別 | 石墨大小 | 珠光體/% | 硬度/HB |
| 1-3 | 5-8 | 55%—75% | 190-270 |
| Mg | Re | Si | Ca | 其他 | 顆粒度 |
| 7.22 | 2.12 | 44.52 | 2.19 | 適量 | 3-23mm |
| C | Si | Ca | 顆粒度 |
| 28-32 | 65-70 | 0.5-1.5 | 0.2-3.0mm |
| Si | Ca | Ba | 顆粒度 |
| 60.0-66.0 | 1.0-2.0 | 8.0-10.0 | 3-10mm |
| Si | Ca | 顆粒度 |
| 64.0-68.0 | 1.0-2.0 | 0.1-0.7mm |











| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | |
| 原鐵水 | 3.89 | 1.43 | 0.202 | 0.040 | 0.026 | 0.030 | 0.007 | 0.003 | 0.015 |
| 成品 | 3.71 | 2.51 | 0.196 | 0.036 | 0.013 | 0.027 | 0.005 | 0.002 | 0.591 |
| 成品 | 3.57 | 2.59 | 0.200 | 0.034 | 0.013 | 0.015 | 0.003 | 0.001 | 0.581 |
| 成品 | 3.63 | 2.63 | 0.161 | 0.038 | 0.012 | 0.011 | 0.003 | 0.572 | |
| 成品 | 3.60 | 2.50 | 0.192 | 0.035 | 0.012 | 0.027 | 0.007 | 0.001 | 0.53 |
| Al | Ti | V | Mg | Sb | Sn | Pb | Zn | Ce | La |
| 0.004 | 0.027 | 0.009 | 0.002 | 0.004 | 0.002 | 0.058 | 0.004 | ||
| 0.021 | 0.027 | 0.009 | 0.041 | 0.007 | 0.005 | 0.002 | 0.043 | 0.020 | 0.002 |
| 0.027 | 0.022 | 0.007 | 0.047 | 0.005 | 0.003 | 0.034 | 0.012 | 0.018 | 0.002 |
| 0.021 | 0.030 | 0.009 | 0.052 | 0.007 | 0.002 | 0.002 | 0.011 | 0.021 | 0.002 |
| 0.021 | 0.025 | 0.008 | 0.047 | 0.009 | 0.004 | 0.002 | 0.002 | 0.021 | 0.001 |
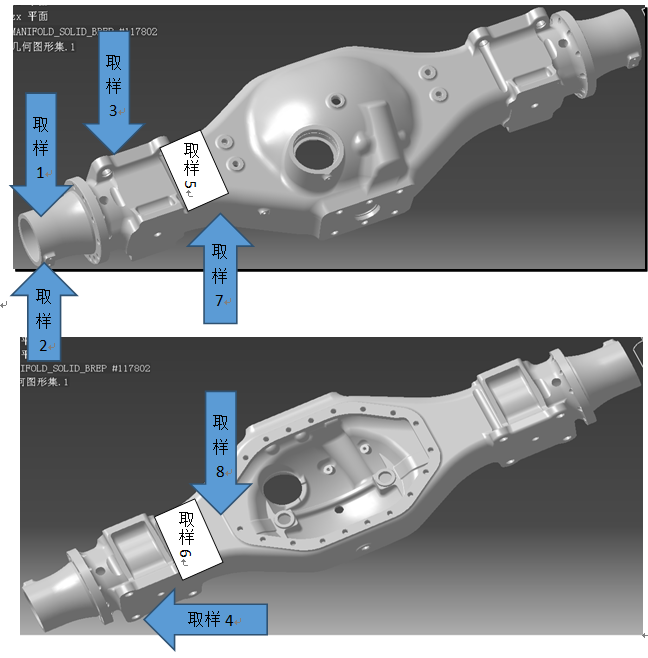
| 取樣部位 | 球化等級(jí) | 石墨大小 | 珠光體 | 抗拉強(qiáng)度—延伸率 |
| 隨型冷卻試塊1 | 3 | 6 | 65 | 790-8 |
| 隨型冷卻試塊2 | 3 | 6 | 75 | 827-10 |
| 隨型冷卻試塊3 | 3 | 6 | 75 | 838-12 |
| 隨型冷卻試塊4 | 3 | 6 | 75 | 835-10 |
| 隨型冷卻試塊5 | 3 | 6 | 55 | 796-10 |
| 取樣部位 | 球化等級(jí) | 石墨大小 | 珠光體 | 抗拉強(qiáng)度—延伸率 | 硬度 |
| 取樣1 | 3 | 6 | 65 | 686-9 | 217 |
| 取樣2 | 3 | 6 | 55 | 624-8 | 212 |
| 取樣3 | 3 | 6 | 65 | 636-8 | 207 |
| 取樣4 | 3 | 6 | 45 | 686-10 | 201 |
| 取樣5 | 3 | 6 | 55 | 585-14 | 197 |
| 取樣6 | 3 | 6 | 55 | 655-10 | 217 |
| 取樣7 | 3 | 6 | 45 | 636-8 | 207 |
| 取樣8 | 3 | 6 | 65 | 650-10 | 223 |
| 取樣1 | 3 | 6 | 45 | 624-8 | 223 |
| 取樣2 | 3 | 6 | 45 | 636-8 | 207 |
| 取樣3 | 3 | 6 | 55 | 624-8 | 217 |
| 取樣4 | 3 | 6 | 55 | 615-9 | 223 |
| 取樣5 | 3 | 6 | 45 | 561-10 | 192 |
| 取樣6 | 3 | 6 | 55 | 612-7 | 207 |
| 取樣7 | 3 | 6 | 55 | 649-8 | 217 |
| 取樣8 | 3 | 6 | 65 | 637-10 | 229 |
工作時(shí)間
周一到周五9:00-17:00